Tecnología y procesos especializados según el tipo de producto lácteo y fase de producción para garantizar la máxima calidad y seguridad alimentaria
Cada tipo de producto lácteo requiere condiciones específicas de refrigeración para maximizar su calidad, seguridad alimentaria y propiedades organolépticas
La refrigeración en la industria láctea es un proceso fundamental que impacta directamente en la calidad, seguridad y vida útil de los productos. Los diferentes productos lácteos (leche, yogur, queso, mantequilla) presentan características específicas que requieren condiciones de refrigeración adaptadas a su composición, actividad microbiológica y estructura físico-química.
Los sistemas de refrigeración en el sector lácteo varían considerablemente según el tipo de producto, su fase de elaboración y el resultado final deseado. SystemFrost desarrolla soluciones adaptadas a cada necesidad específica, considerando todos los parámetros relevantes para garantizar productos lácteos de la máxima calidad.
| Fase Proceso | Objetivo | Impacto en Calidad | Tecnología Aplicada |
|---|---|---|---|
| Recepción de Leche | Enfriamiento rápido para inhibir proliferación microbiana | Previene acidificación prematura y conserva nutrientes | Intercambiadores de placas de alta eficiencia |
| Almacenamiento Primario | Mantener temperatura estable y baja antes del procesamiento | Conserva propiedades organolépticas y calidad microbiológica | Tanques isotérmicos con control de temperatura |
| Pasteurización/UHT | Enfriamiento rápido post-tratamiento térmico | Evita efectos negativos de temperatura alta prolongada | Sistemas regenerativos de enfriamiento rápido |
| Fermentación | Control preciso de temperatura para procesos microbiológicos | Determina desarrollo de sabores, texturas y acidez | Sistemas de refrigeración con precisión ±0.5°C |
| Maduración | Control de temperatura y humedad durante periodos prolongados | Define características sensoriales de quesos y productos fermentados | Cámaras de maduración con control microclimático |
Cada producto lácteo presenta características únicas que requieren procesos de refrigeración específicos
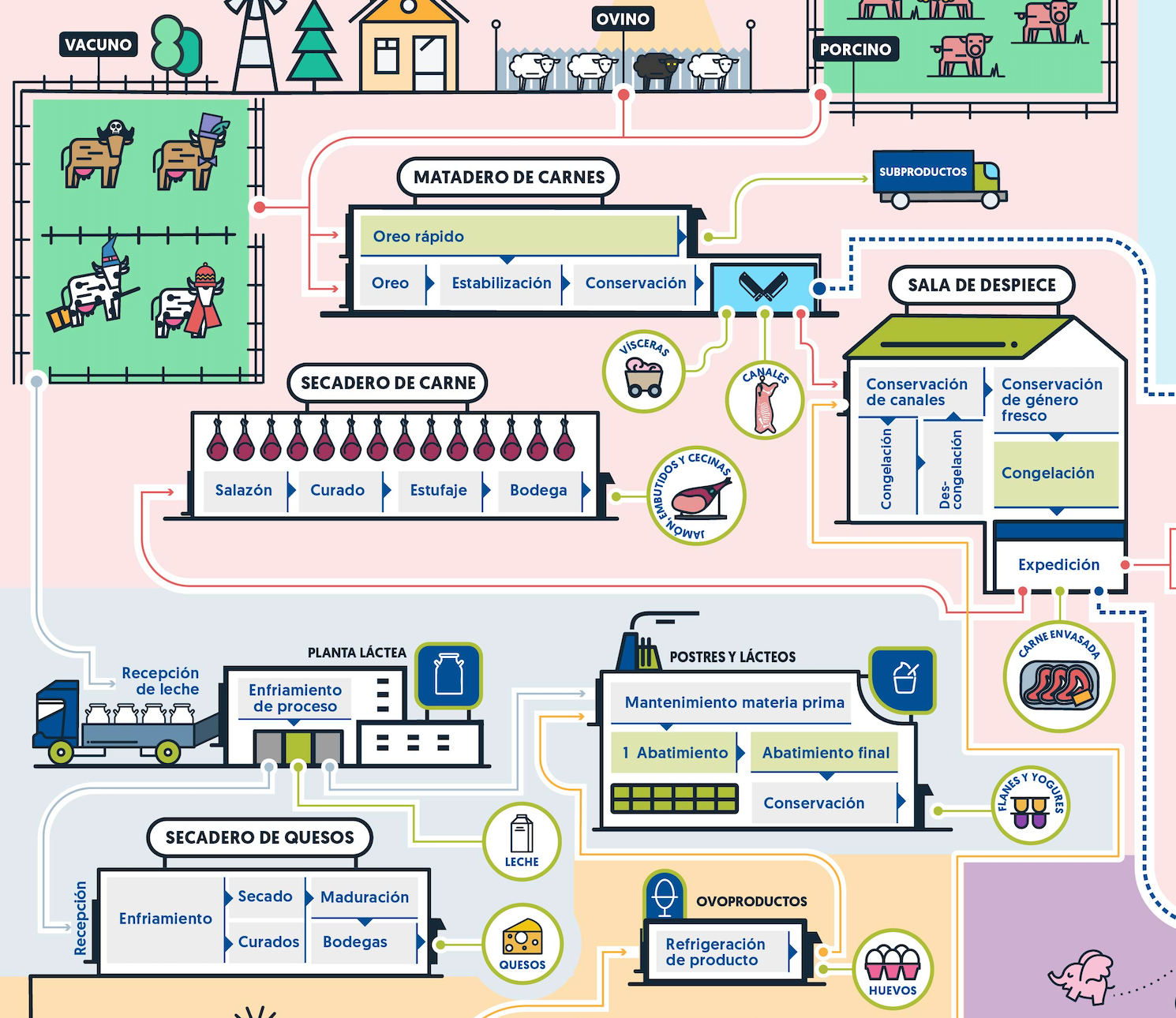
La leche, como materia prima y producto final, requiere procesos de refrigeración precisos para mantener su calidad y seguridad:
La leche cruda debe enfriarse rápidamente desde 37°C hasta 4°C en menos de 2 horas para inhibir el crecimiento bacteriano. Los sistemas de refrigeración primaria incluyen enfriadores de placas que reducen la temperatura a 18-20°C, seguidos de tanques isotérmicos que completan el enfriamiento hasta 4°C con agitación suave para evitar la formación de nata.
Para mantener la calidad microbiológica, la leche se almacena en silos isotérmicos a 2-4°C con sistemas de monitorización constante. Los equipos incluyen control preciso de temperatura, aislamiento de alta eficiencia y agitación programada para evitar estratificación, manteniendo homogeneidad y calidad hasta 72 horas.
| Fase | Temperatura (°C) | Tiempo Máximo | Tecnología Recomendada | Consideraciones Críticas |
|---|---|---|---|---|
| Post-Ordeño | 2 a 4 | 2 horas para alcanzar T° | Intercambiadores + Tanques | Velocidad de enfriamiento crítica |
| Transporte | 0 a 4 | 8 horas máximo | Cisternas isotérmicas | Evitar fluctuaciones térmicas |
| Almacenamiento Primario | 2 a 4 | 72 horas máximo | Silos refrigerados | Agitación suave periódica |
| Post-Pasteurización | 4 a 6 | Enfriamiento en 15 min | Intercambiadores regenerativos | Choque térmico controlado |
Los productos fermentados requieren control preciso de temperatura para el desarrollo óptimo de cultivos y características organolépticas:
La fermentación en yogures y productos similares requiere precisión extrema en la temperatura (±0.5°C) para el desarrollo adecuado de cultivos. Los sistemas implementan tecnologías de control térmico con múltiples sondas, algoritmos PID avanzados y distribución homogénea de temperatura en tanques de fermentación, manteniendo 42-45°C de manera estable durante todo el proceso.
Tras alcanzar la acidez deseada, el producto debe enfriarse rápidamente hasta 4-6°C para detener la actividad microbiana. Los sistemas emplean camisas de enfriamiento con control zonificado, que permiten reducir la temperatura en menos de 60 minutos sin generar tensiones en el coágulo que provocarían sinéresis (separación de suero).
| Fase | Temperatura (°C) | Tiempo | Tecnología Recomendada | Control Crítico | Ventajas | Consideraciones Especiales |
|---|---|---|---|---|---|---|
| Recepción de Leche | Intercambiadores de Placas | Velocidad de enfriamiento | Reducción rápida de temperatura sin dañar proteínas | Limpieza rigurosa para evitar biopelículas | ||
| Pasteurización | Sistemas Regenerativos | Precisión en temperatura de salida | Eficiencia energética con recuperación de calor | Monitorización continua para seguridad alimentaria | ||
| Fermentación | Tanques con Control PID | Estabilidad térmica (±0.5°C) | Desarrollo óptimo de cultivos y características organolépticas | Sistemas redundantes para evitar fallos | ||
| Maduración Quesos | Cámaras Microclimáticas | Balance T°/HR/Ventilación | Desarrollo controlado de flora específica | Zonificación para diferentes etapas de maduración | ||
| Almacenamiento Final | Cámaras de Alta Eficiencia | Estabilidad y homogeneidad | Preservación de propiedades durante toda la vida útil | Redundancia en sistemas críticos |
Los quesos presentan requerimientos complejos de control térmico que varían según el tipo y la fase de maduración:
La maduración de quesos es un proceso bioquímico complejo influenciado por la temperatura. Según el tipo de queso, se requieren diferentes perfiles térmicos: quesos de pasta blanda (8-14°C), semicurados (10-12°C) y curados (8-10°C). Los sistemas de maduración incluyen control preciso de temperatura y humedad relativa, adaptados a cada variedad.
Los sistemas avanzados de maduración combinan control de temperatura, humedad relativa (65-95% según variedad) y renovación de aire para facilitar los procesos de proteólisis y lipólisis que desarrollan aromas y sabores característicos. Las cámaras integran sistemas de gestión microclimática que simulan condiciones de cuevas naturales con variaciones mínimas.
| Tipo de Queso | Temperatura (°C) | Humedad Relativa (%) | Renovación Aire | Tiempo Maduración |
|---|---|---|---|---|
| Frescos | 2 a 4 | 80-85 | Mínima | No aplica |
| Pasta Blanda (Brie, Camembert) | 10 a 14 | 90-95 | Media (3-5 renovaciones/día) | 2-6 semanas |
| Semicurados | 10 a 12 | 80-85 | Media (2-4 renovaciones/día) | 1-3 meses |
| Curados | 8 a 10 | 75-80 | Baja (1-2 renovaciones/día) | 3-12 meses |
Productos con alto contenido graso que requieren consideraciones especiales de refrigeración:
La mantequilla requiere procesos de enfriamiento controlados para desarrollar la estructura cristalina adecuada. Se implementan sistemas de enfriamiento programado con etapas progresivas: pre-cristalización (16-18°C), cristalización primaria (8-10°C) y estabilización final (4-6°C) que desarrollan la textura y untabilidad óptimas.
Los productos con alto contenido graso son susceptibles a la oxidación. Los sistemas de refrigeración incorporan tecnologías de control atmosférico con reducción de oxígeno y protección lumínica, manteniendo temperaturas estables entre 2-6°C para minimizar reacciones de autooxidación y preservar las características organolépticas.
| Producto | Temperatura (°C) | Consideración Crítica | Tecnología Recomendada | Vida Útil Estimada |
|---|---|---|---|---|
| Nata Líquida | 2 a 4 | Estabilidad proteica | Tanques isotérmicos con agitación suave | 7-10 días |
| Nata Montada | 2 a 6 | Estabilidad de la espuma | Cámaras frigoríficas de alta precisión | 1-3 días |
| Mantequilla Producción | Variable según fase | Desarrollo cristalino | Túneles de enfriamiento programado | No aplica |
| Mantequilla Almacenamiento | 4 a 6 | Prevención de oxidación | Cámaras con control de O₂ | 30-60 días |
Soluciones avanzadas adaptadas a las necesidades específicas de cada fase del proceso lácteo
Las primeras etapas del procesamiento lácteo requieren sistemas de refrigeración de alta capacidad y respuesta rápida:
Para procesos específicos de la industria láctea, se implementan tecnologías adaptadas:
| Proceso | Tecnología Principal | Control Crítico |
|---|
| Línea de Producto | Desafío Específico | Solución SystemFrost | Resultados |
|---|---|---|---|
| Leche Fresca | Alto volumen con picos de recepción estacionales | Sistema de enfriamiento modular con capacidad variable | Reducción del 22% en consumo energético y 15% en tiempo de enfriamiento |
| Yogures y Fermentados | Precisión crítica en fermentación y post-enfriamiento | Sistema de control avanzado PID con autorregulación | Mejora del 18% en consistencia entre lotes y reducción de mermas |
| Quesos | Diferentes variedades con requerimientos específicos | Cámaras multizona con microclimas personalizados | Incremento del 25% en capacidad de maduración con mejora cualitativa |
| Helados | Variaciones bruscas de carga térmica en producción | Sistema híbrido con apoyo criogénico inteligente | Estabilización de temperatura con fluctuaciones <0.5°C |
| Indicador | Estándar Convencional | Optimización SystemFrost | Impacto en Producto |
|---|---|---|---|
| Velocidad de enfriamiento (°C/min) | 1.0 - 1.5 | 1.8 - 2.5 | Mayor seguridad microbiológica |
| Estabilidad térmica (±°C) | ±1.0 | ±0.3 | Mayor consistencia en fermentados |
| Precisión HR en maduración (%) | ±5 | ±2 | Desarrollo óptimo de flora superficial |
| Consumo energético (kWh/ton) | 75 - 90 | 45 - 60 | Menor huella de carbono |
Parámetros optimizados según el tipo de producto lácteo para garantizar la máxima calidad
En SystemFrost entendemos que cada producto lácteo es único y requiere condiciones específicas para maximizar su calidad y vida útil. Nuestro enfoque personalizado analiza en profundidad las características particulares de cada instalación y tipo de producto para desarrollar soluciones de refrigeración a medida que optimizan simultáneamente: